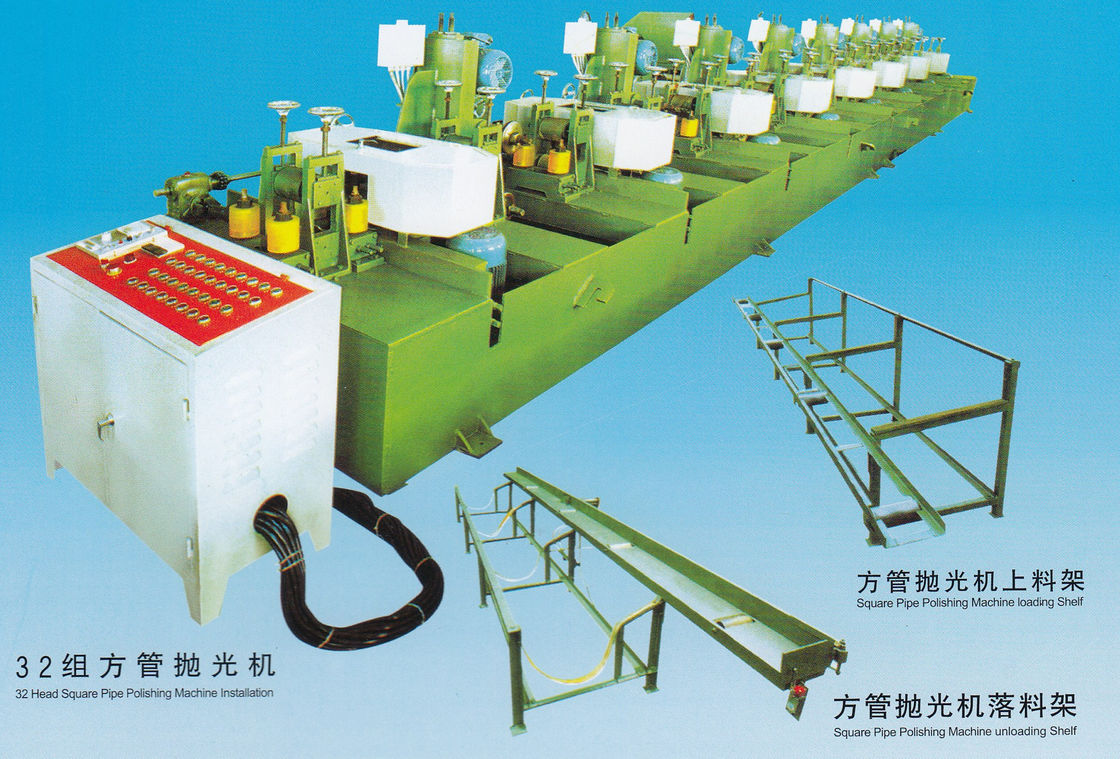
a instalação quadrada principal 3-30m/min da máquina de polonês da tubulação 32 de 13*25-95*45mm
1.description
Polonês e lustrar são processos de revestimento para alisar a superfície de um workpiece usando um abrasivo e uma roda do trabalho ou um couro de couro. Tecnicamente lustrar refere os processos que usam um abrasivo que esteja colado à roda do trabalho, quando lustrar usar um abrasivo fraco aplicado à roda do trabalho. Polonês é um processo mais agressivo quando lustrar for menos áspero, que conduz a um smoother, um revestimento mais brilhante. Um equívoco comum é que uma superfície lustrada tem um revestimento brilhante do espelho, porém a maioria espelham os revestimentos brilhantes são lustrados realmente.
Polonês é usado frequentemente aumentar a aparência de um artigo, impedir a contaminação de instrumentos, remover a oxidação, criar uma superfície reflexiva, ou impedir a corrosão em umas tubulações. No metallography e na metalurgia, lustrar é usado para criar uma superfície plana, defeito-livre para o exame da microestrutura de um metal sob um microscópio. as almofadas de lustro Silicone-baseadas ou uma solução do diamante podem ser usadas no processo de lustro. Polonês de aço inoxidável pode igualmente aumentar os benefícios sanitários dele.
A remoção do oxidization (manchar) dos objetos do metal é realizada usando um polimento do metal ou mancha o removedor; isto é chamado igualmente lustrar. Para impedir um oxidization indesejável mais adicional, as superfícies de metal lustradas podem ser revestidas com a cera, o óleo, ou a laca. Isto é da preocupação especial para produtos da liga de cobre tais como o bronze e o bronze.
2.process
A condição do à mão material determina que tipo de abrasivo será aplicado. A primeira fase, se o material é inacabado, começa com fase abrasiva (talvez grão 60 ou 80) e cada subsequente áspera usa um abrasivo mais fino, tal como 120, 180, 220/240, 320, 400 e uns abrasivos mais altos do grão, até o revestimento desejado são conseguidos. (Isto é as passagens ásperas do grande grão) removem as imperfeições dentro da superfície de metal como poços, entalhes, linhas e riscos. Os abrasivos mais finos saem de umas linhas progressivamente mais finas que não sejam visíveis ao olho nu. Para conseguir um revestimento #8 (espelho) exige o lustro e os compostos lustrando, as rodas de lustro e as máquinas de lustro de alta velocidade ou as outras máquina ferramenta que podem ser usados lustrando, como uma broca elétrica. Os lubrificantes como a cera e o querosene podem ser usados como a lubrificação e os meios refrigerando durante estas operações, embora alguns materiais de lustro sejam projetados especificamente ser usados “secam.” Lustrar pode ser feito à mão com um polisher ou um diegrinder estacionário, ou pode ser automatizado usando o equipamento especializado.
Ao lustrar há dois tipos de lustrar faz sinal: o movimento do corte e o movimento da cor. O movimento do corte é projetado dar um uniforme, revestimento de superfície liso, semi-brilhante. Isto é conseguido movendo o workpiece contra a rotação da roda lustrando, ao usar o meio para a pressão dura. O movimento da cor dá um revestimento de superfície limpo, brilhante, brilhante. Isto é conseguido movendo o workpiece com a rotação da roda lustrando, ao usar o meio para iluminar a pressão.
Ao lustrar o bronze (um metal mais macio) lá seja frequentemente marcas minúsculas no metal causado por impurezas. Para alisar para fora as marcas mais finas, a superfície é lustrada com (uns 600) grãos muito fino, chapeado de cobre, a seguir lustrado a um revestimento do espelho com um espanador do fluxo de ar. As operações de lustro para artigos tais como os formões, martelos, chaves de fenda, chaves, etc., são dadas um revestimento fino mas não chapeadas. A fim conseguir este revestimento quatro operações são exigidas: roughing, seque a multa, a lubrificação, e colorir. Note que roughing está feito geralmente em uma roda de moedura contínua e para um polimento extra da multa a operação de lubrificação pode se quebrar acima em duas operações: lubrificação áspera e lubrificação fina. Contudo, porque dinheiro barato dos artigos salvar somente executando as primeiras duas operações.
Polonês facas e cutelaria é sabido como muito bem vitrificando ou vitrificação azul. Lixe lustrar, quando usado no metal de prata, branco alemão, etc., seja tecnicamente uma operação lustrando porque usa um abrasivo fraco, mas remova uma quantidade significativa de material, como o lustro
| circunstância |
novo |
| linha central do moedor |
M27, M36 milímetro |
| tamanho de trabalho |
13*25-95*45mm |
| velocidade de trabalho |
3-30m/min |
| tamanho da unidade principal |
11700*1500 milímetro |
| peso |
11000kg |
| tensão avaliado |
380v |
| poder avaliado |
132kw |